
Ведущий поставщик разверток для кручения
Давно наблюдаю за рынком разверток для кручения, и часто сталкиваюсь с тем, что многие новички, особенно при переходе с более простых операций, сильно недооценивают важность правильного выбора инструмента. Сначала думают, что круги – это просто круги, и главное – чтобы поделка получилась. Но это, мягко говоря, ошибка. Проблемы возникают с резкой, износом кругов, а главное – с качеством резьбы. На мой взгляд, проблема не в кругах как таковых, а в отсутствии понимания, какой именно круг нужен для конкретной задачи.
Типы шлифовальных кругов для резьбы: разбор полетов
Первое, с чего нужно начать – это классификация. Основное деление – по материалу, по форме и по назначению. Материал – это, очевидно, сталь, но даже внутри стали есть множество сплавов: быстрорежущая сталь (HSS), твердосплавные круги (CBN, карбид вольфрама), керамические круги. HSS – универсальный вариант, подходит для большинства сталей, но для твердых сплавов, например, для титана, он быстро затупляется. CBN – это более дорогой, но и более долговечный вариант, отлично работает с твердыми металлами. Керамика – для очень твердых материалов, часто используется для закаленной стали. Выбор материала круга напрямую зависит от того, из чего вы будете снимать фаску или формировать резьбу. Помню, как один клиент пытался обрабатывать титан на HSS круге… Потратили кучу времени и кругов, а результат был просто отвратительным. Это был хороший урок.
Форма круга – это тоже важно. Есть круглые, эллиптические, плоские, конические – и каждый из них предназначен для определенных типов резьбы и поверхностей. Например, для изготовления внутренней резьбы часто используют специальные круги с определенным углом наклона. По форме круга, а точнее, по его геометрии, можно добиться разной точности и чистоты обработки. Также важен размер зерна. Более грубые круги для первичного снятия большого объема металла, более мелкие – для финишной обработки и достижения нужной шероховатости. Не стоит использовать слишком мелкий круг на начальном этапе, это замедляет процесс.
Назначение. Для формирования резьбы используются специальные круги, которые позволяют получить необходимый профиль и шаг резьбы. Они имеют определенный угол заточки и геометрию, соответствующие стандарту резьбы (метрическая, дюймовая, трапецеидальная и т.д.). При выборе круга нужно убедиться, что он предназначен именно для того типа резьбы, который вам нужен.
Практические советы по выбору и использованию
Не забывайте про скорость вращения круга. Она должна соответствовать скорости резания материала. Слишком высокая скорость приведет к перегреву круга и быстрому износу, слишком низкая – к задирам и некачественной обработке. Оптимальная скорость зависит от материала, типа круга и диаметра.
Еще один важный момент – охлаждение. При обработке металлов, особенно твердых сплавов, необходимо использовать охлаждающую жидкость. Она не только снижает температуру круга и заготовки, но и удаляет стружку, предотвращая ее засорение и улучшая качество обработки. Мы в ООО?Чунцин?Хунцзюньян Прецизионные Инструменты рекомендуем всегда использовать охлаждающую жидкость при работе с твердосплавными и керамическими кругами. У нас есть широкий ассортимент охлаждающих жидкостей, подходящих для различных типов металлов и инструментов.
Заточка кругов – это отдельная тема. Если вы не уверены в своих навыках, лучше обратиться к специалистам. Неправильная заточка может привести к потере геометрии круга и ухудшению качества резьбы. Мы предлагаем услуги по заточке шлифовальных кругов, используя современное оборудование. Особенно внимательно нужно относиться к заточке кругов для резьбы – неправильная геометрия режущей кромки может привести к некачественной или даже поврежденной резьбе.
Ошибки начинающих: что нужно избегать
Частая ошибка – использование изношенных кругов. Даже если круг выглядит неплохо, его производительность может быть значительно снижена. Лучше заменить круг, чем пытаться 'выжать' из него максимум.
Неправильный угол заточки. Это приводит к задирам и некачественной резьбе. Угол заточки должен соответствовать материалу и типу резьбы.
Неправильное прикладывание усилия. При обработке кругом необходимо прилагать равномерное усилие. Слишком сильное усилие может привести к поломке круга, слишком слабое – к задирам и некачественной обработке.
Конкретный пример из практики
На недавно выполненном проекте по изготовлению деталей для авиационной промышленности, клиенту потребовалась высокая точность и чистота обработки резьбы на титановом сплаве. Мы рекомендовали использовать карбидные круги с мелким зерном и определенным углом заточки. Использование охлаждающей жидкости и соблюдение рекомендованной скорости вращения круга позволило добиться отличного результата. Без этих мер, как мы понимаем, достичь требуемой точности было бы невозможно. Кстати, у нас есть несколько моделей кругов, разработанных специально для работы с титаном.
В другой ситуации, клиент пытался использовать дешевые круги для обработки стальных резьб. В результате круги быстро затупились, резьба получилась некачественной, а процесс обработки занял гораздо больше времени, чем планировалось. Вывод – не стоит экономить на инструменте, особенно если речь идет о сложных и ответственных задачах.
Инструменты и ресурсы
ООО Чунцин Хунцзюньян Прецизионные Инструменты предлагает широкий выбор шлифовальных кругов для резьбы различных типов и материалов. На нашем сайте https://www.cqhjy.ru вы можете ознакомиться с нашим каталогом и выбрать подходящий инструмент. Если у вас возникли вопросы по выбору круга, свяжитесь с нашими специалистами – мы с удовольствием поможем вам.
Также рекомендую ознакомиться с технической документацией на круги, чтобы убедиться, что вы используете их правильно. В интернете можно найти множество полезных ресурсов и видеоуроков по работе со шлифовальными кругами.
Соответствующая продукция
Соответствующая продукция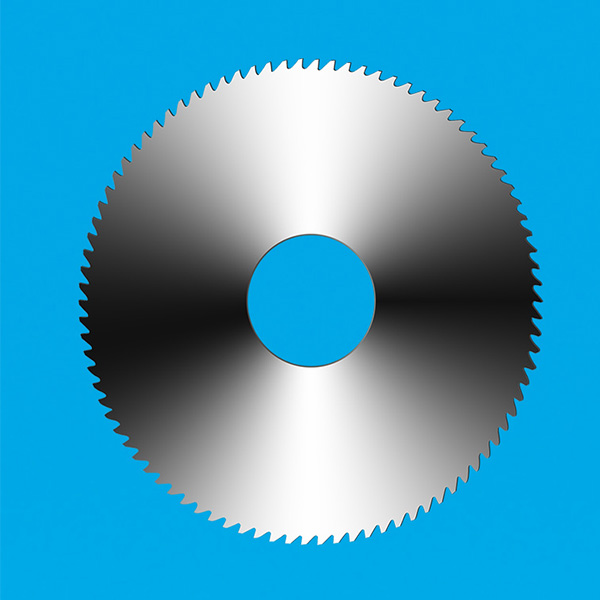



Самые продаваемые продукты
Самые продаваемые продукты-
 Тонколистовые свёрла (трёхвершинные свёрла)
Тонколистовые свёрла (трёхвершинные свёрла) -
 Фреза с Т-образным пазом (фреза с пазом в виде ласточкиного хвоста)
Фреза с Т-образным пазом (фреза с пазом в виде ласточкиного хвоста) -
 Ступенчатые расточные резцы
Ступенчатые расточные резцы -
 Развёртки для выдавливания
Развёртки для выдавливания -
 Чистовые расточные резцы
Чистовые расточные резцы -
 Торцевые фрезы
Торцевые фрезы -
 Трёхсторонние фрезы
Трёхсторонние фрезы -
 Развёртки сквозных отверстий
Развёртки сквозных отверстий -
 Развёртки глухих отверстий
Развёртки глухих отверстий -
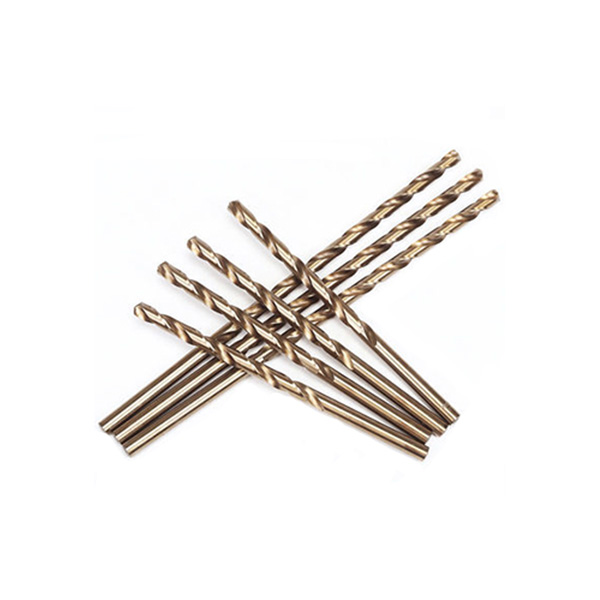
 Спиральные свёрла
Спиральные свёрла -
 Ступенчатые свёрла
Ступенчатые свёрла -
 Концевые фрезы
Концевые фрезы
Связанный поиск
Связанный поиск- Ведущие поставщики 16-миллиметровых концевых фрез
- Поставщики расширяющихся разверток из китая
- Китайские производители наборов спиральных сверл
- Ведущий производитель фрез № 1
- Ведущий производитель твердосплавных концевых фрез для металлов
- Китайский завод плоских разверток
- Производитель отличных спиральных сверл с хвостовиком
- Поставщики высокого качества спиральные сверла
- Ведущие производители ножек с полным хвостовиком
- Производители высококачественных фрез по металлу






